OEE
Overall Equipment Effectiveness, que significa a Efetividade Global do Equipamento, onde ele é responsável por apontar a eficiência real dos equipamentos, o tornando um indicador de extrema importância para gestão de empresas de manufatura.
Desenvolvido pelo Japan Institute of Plant Maintenance, ele é capaz de mensurar resultados que proveem do TPM, representando a medida de agregação de valor de um equipamento ou linha de produção, auxiliando em inúmeras dúvidas, por exemplo:
- Qual equipamento não está agregando valor?
- Qual a disponibilidade do meu equipamento?
- Meus equipamentos estão atingindo suas metas?
- Qual a capacidade produtiva real da planta?
O que é OEE?
O indicador tem como principal objetivo realizar a medição da eficiência global dos equipamentos ou linhas de produções, informando o quão eficiente eles são em relação a sua capacidade produtiva. O OEE é muito utilizado pela Manutenção Produtiva Total (TPM), para identificar os pontos que necessitam de uma maior atenção, devido sua não agregação de valor.
Com o indicador de OEE baixo, significa que seu equipamento está com baixo desempenho, gerando refugo de produtos devido alguma anormalidade na produção, paradas não planejadas reduzindo seu tempo disponível para produção, e ocasionando um baixo desempenho, onde a linha não está entregando o quanto ela foi designada à produzir.
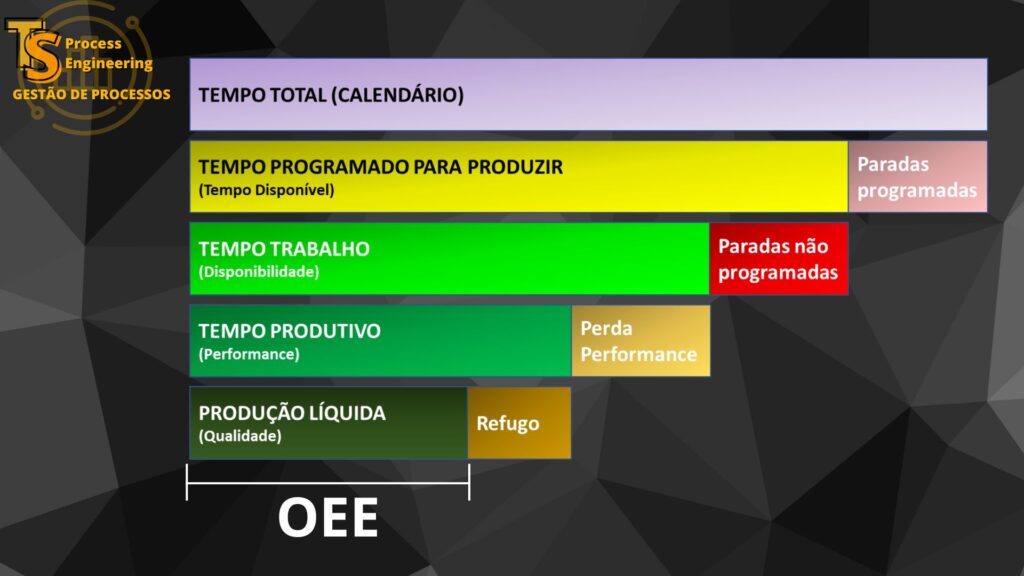
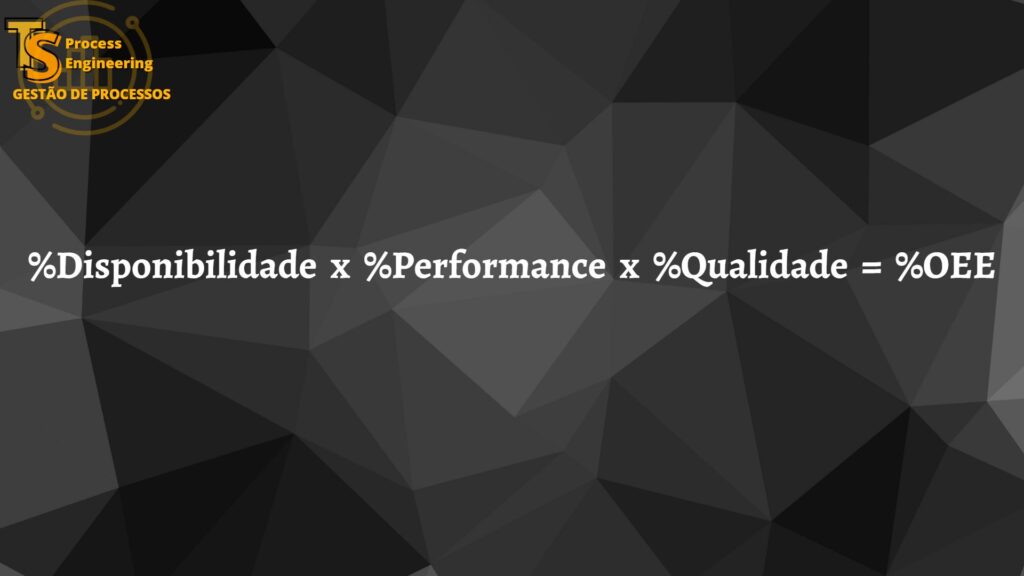
Cálculo para se obter o indicar OEE é simples. Ele é o resultado do produto entre os indicadores de disponibilidade, performance e qualidade. Consequentemente quanto maior o resultado, maior é a performance do equipamento, porém quanto menor o resultado, maior a perda que o equipamento gera, sendo de produto, performance ou maiores ocorrências de paradas não programadas.
Tanto o indicador de OEE quanto sua composição, todos eles são medidos em percentual.
Vamos entender melhor o que é cada indicador, que componha o OEE.
Disponibilidade
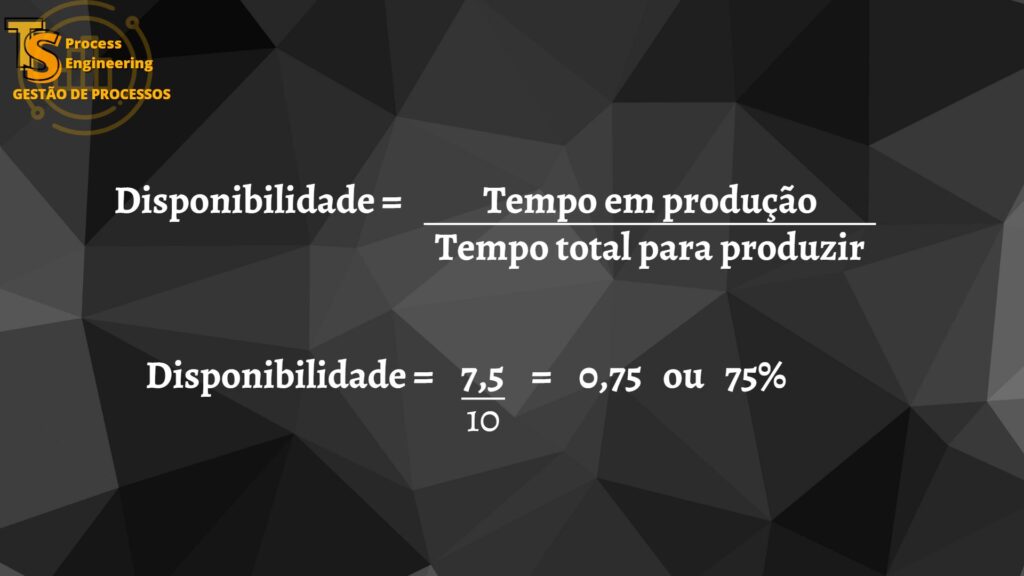
A disponibilidade é o percentual do tempo em que o equipamento realmente funcionou, em relação ao tempo total em que o equipamento foi dedicado a produzir. É um indicador importante para verificar a confiabilidade do equipamento pelo TPM.
Utilizado com frequência pela manutenção e PCM da empresa, para análise e elaboração de plano de manutenções nos equipamentos. Pois é visualizado o quanto o equipamento está parando durante a produção. Com auxílio de sistemas MES automatizados, é possível identificar as causas das paradas, chegando em sua causa raiz para resolução do problema.
Exemplo aplicado para o indicador
Dentro de uma linha de produção, o equipamento foi dedicado para produzir durante um turno de 10 horas, porém algumas ocorrências de falha fizeram com que o equipamento perdesse 2,5 horas do turno por paradas não planejadas. Significa que o equipamento trabalhou durante 7,5 horas, das 10 horas em que foi programado para produzir. Realizando os cálculos, chega-se a uma disponibilidade de 75%
Alguns exemplos de paradas não programadas que reduz a disponibilidade
- Falhas por operação/mão de obra
- Falhas por baixa qualidade e/ou falta de insumos
- Falhas por planejamento de produção
- Excesso de análises pelo setor de qualidade
- Liberação para produção pelo setor de qualidade
- Baixa qualidade ou ausência de manutenções preventivas
- Setup de linha
Performance
A performance é a relação entre a quantidade de produtos que o equipamento está entregando, com a quantidade em que o equipamento foi projetado para entregar (nominal do equipamento).
Para cálculo do indicador de performance, deve ser considerado apenas o tempo em que o equipamento/linha de produção realmente produziu e não o tempo total em que o equipamento foi programado para produzir.
O cálculo da performance deve ser realizado após calcular o indicador de disponibilidade, para saber ao certo a quantidade de horas que o equipamento realmente trabalhou.
Exemplo aplicado para o indicador:
Supondo que o equipamento foi planejado para entregar 1.000 peças/hora e ele trabalhou durante 7,5 horas. Dentro desse período, era para ter produzido um total de 7.500 peças, porém o equipamento produziu 6.800 peças, tendo uma performance de 90,67%.
Alguns exemplos que ocasiona perda de performance em um equipamento
- Configuração do equipamento, onde operacional pode alterar suas velocidades de fábrica
- Microparadas
- Baixa qualidade no setup do equipamento
Qualidade
O indicador de qualidade dentro do OEE, indica a relação entre a quantidade de produtos bons produzidos com a quantidade total de produção. Seu contrário seria o indicador de refugo.
Há situações em que haverá dificuldade de identificar a causa raiz da geração de refugo, pois não se identifica os problemas no equipamento causadores dos refugos. É necessário um diagnóstico completo, tanto do refugo quanto do equipamento, junto com a equipe de manutenção, para identificar a causa raiz.
Exemplo aplicado para o indicador:
Um exemplo claro para cálculo do indicador é considerar uma produção total de 6.800 peças, mas durante a produção houve 250 peças retrabalhadas e 50 peças refugadas, totalizando 300 peças. Subtraindo o total de 6.800 peças pelos 300 refugos e retrabalhos, o total de peças finais é de 6.500. Nesse caso o indicador tem um valor de 95,59%
Alguns exemplos que gera refugo
- Baixa qualidade dos insumos
- Análises destrutivas pelo setor de qualidade
- Baixa qualidade ou ausência de manutenções preventivas
- Falha no setup do equipamento
Qual o valor do OEE?
Aparentemente, quanto é multiplicado 99% x 99% x 99% o resultado deveria ser 99%. Porém, é uma multiplicação de números decimais, sendo 0,99 x 0,99 x 0,99 e o resultado, nessa equação, é de 0,97 ou 97%.
Utilizando os dados dos exemplos dentro de cada indicador, 75% x 90,67% x 95,59%, temos um OEE de 65,00%.
O resultado representa o quanto que realmente foi produzido, do total planejado para produção, no exemplo temos uma perda de 35%.
O que fazer?
Calculado todos os OEE dos equipamentos que a empresa possui, e analisando qual há maior potencial de crescimento, é iniciado a elaboração de plano de ações para aquele equipamento.
A elaboração de um plano de ação é necessária a utilização de algumas ferramentas, como 5w2h, Kaizens, PDCA, entre outras, você e sua equipe definirá qual melhor metodologia a trabalhar.
Primeiramente é necessário estabelecer uma meta, como exemplo, aumentar o OEE desse equipamento de 65% para 75%, um total de 10% de melhora. Partindo dessa definição, inicia-se os trabalhos e as ações, junto com uma equipe de trabalho podendo ser interdisciplinar.
Todas as análises e questionamentos partem do princípio que:
- O equipamento não ficou 100% disponível
- O equipamento não rendeu 100% de sua performance
- O equipamento gerou refugos, não tendo 100% de qualidade
Qual o valor ideal do OEE?
É considerado excelência mundial, um valor de OEE de 85%, um valor considerado como comparativo, atribuído através de um benchmark mundial, considerado World Class OEE.
A média mundial está em 60%, então se seus valores estão em 60% ou acima disso, já está na média mundial ou acima dela.
Cada empresa adota seus critérios e meta, pois não há uma regra distinta para cálculo do indicador, mas é de extrema importância trabalhar com a melhoria contínua. Atingiu sua primeira meta? Padronize e a mantenha; posteriormente defina uma nova meta e trabalhe com sua equipe para atingi-la.
Lembre-se sempre: “Melhoria Contínua”
Quais as vantagens de se utilizar o indicador OEE em uma empresa:
Como já mencionado acima, através do indicador é possível identificar os processos que não estão agregando valor na empresa, gerando desperdícios.
Com o trabalho de melhora de OEE, alguns benefícios para a empresa são:
- Otimização no uso dos equipamentos
- Otimização de setups e procedimentos existentes no equipamento
- Redução de custo
- Aumento de horas disponíveis para produzir
- Aumento de produtividade dos equipamentos
- Otimização da gestão, para tomada de decisão
Com a utilização de sistema MES para obtenção dos dados em tempo real, é possível identificar possíveis problemas e solucioná-los com maior agilidade, e trabalhar com gestão a vista para o Gemba, onde todos os colaboradores tem acesso as principais informações.
Comentários